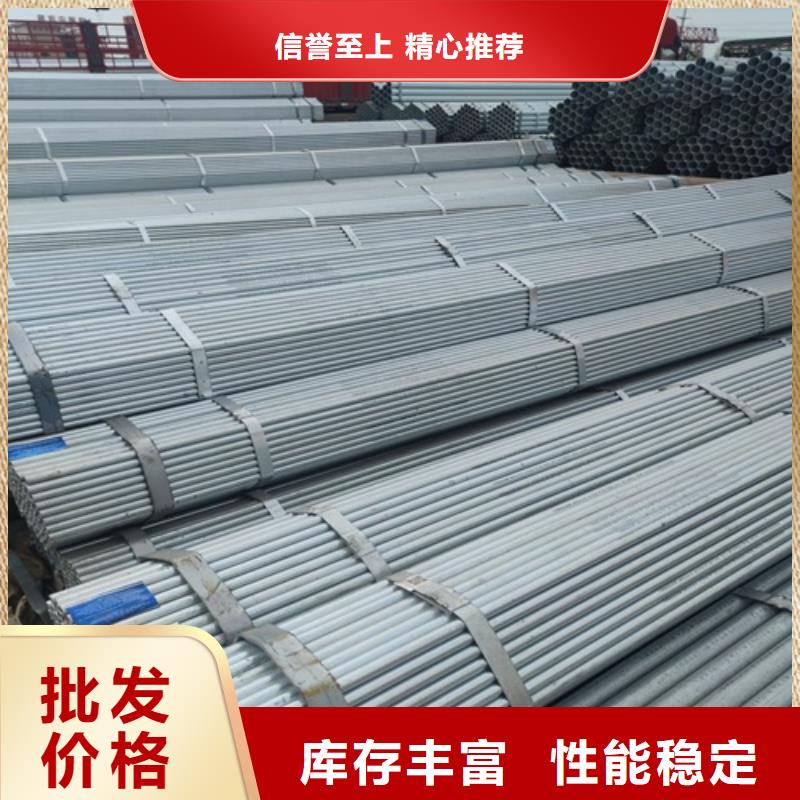


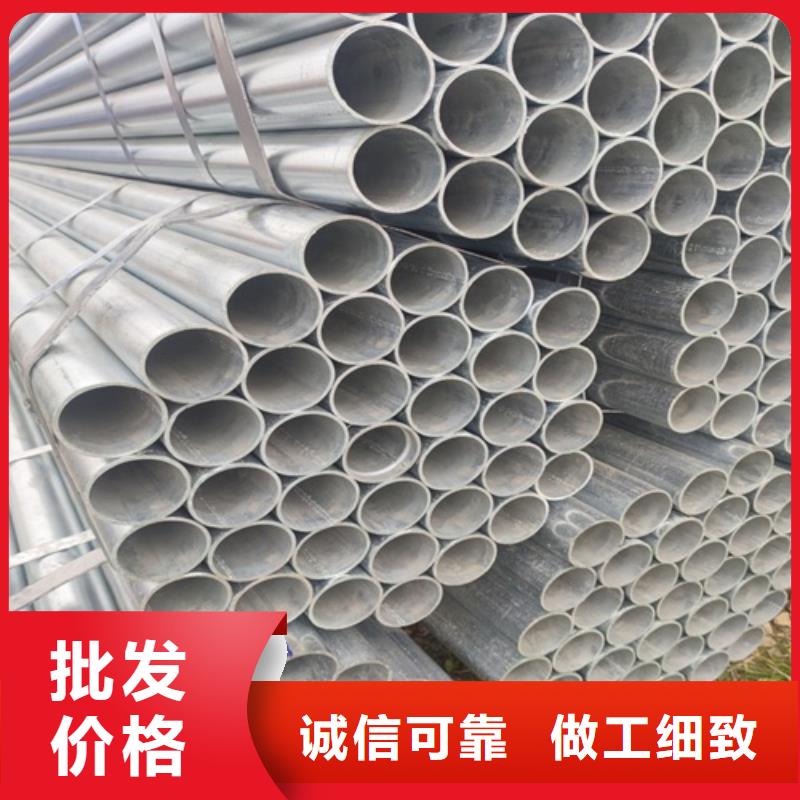

想知道镀锌管-焊管买的放心安兴用的舒心产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:镀锌管-焊管买的放心安兴用的舒心的图文介绍

鹏鑫钢铁(庆元县分公司)
鹏鑫钢铁(庆元县分公司)拥有着雄厚的科研力量和完善的经营管理体制。公司主营产品 无缝钢管。我们将以市场为导向,以科技为动力,不断提高企业综合竞争能力,大力开发和利用具有国际先进水平的高新产品,以的管理水平、优质的服务、优惠合理的价格,竭诚为顾客服务!公司秉承“平等、诚信、合作、发展”的经营理念,诚挚欢迎新老客户前来指导工作、洽谈业务。


镀锌无缝管热处理工艺。镀锌无缝管的冷轧工艺要求在尽可能低的温度下粗轧使马氏体变形,以提高镀锌无缝管的形核率,在镀锌钢管区域进行精轧,然后选择较高的开卷温度 是为了获得粗晶镀锌钢管体,降低热轧卷材的强度。传统的热轧工艺规定终轧温度在变化点以上,以防止在变化区冷轧,否则,热轧带钢会因流变应力的突变而造成物理性能不均匀,产品厚度不均匀。镀锌钢管的冷轧是在轧件进入精轧挤压机之前,将马氏体转变为镀锌钢管。粗轧仍是在完全马氏体状态下进行,然后将热轧带钢温度降低到变化。 镀锌管的渗氮处理方法主要是采用渗氮炉,将镀锌钢管放入料架中,然后用驱动器将产品工件吊起放在炉底加热。另外,可以制作出炉门负重吊装设计方案的氮化炉,根据墙上吊挂专用工具,将工件垂直加热到墙上。氮化炉的炉壳一般由减速电机和电动自动升降机驱动。炉盖合上后,还要夹紧地脚螺栓,以保证氮化炉真空泵的气密性。先真空包装,再通入N2进行氮化热处理工艺。镀锌钢管的氮化处理是指某种物质在一定温度下,使工件表面成为有机化学热处理工艺产品的一种有机化学热处理方法。 显然,由于镀锌钢管区冷轧板坯的加热温度低于基础冷轧,可以大大降低加热能耗,同时提高热处理炉的生产能力。 较低的加热温度还可以减少热轧带钢的加热,从而减少热轧带钢因内应力引起的疲劳开裂和开裂,减少热轧带钢的磨损; 超低温冷轧还可以减少二次锌灰。提高热轧产品的表面质量,也提高酸洗钝化线的运行速度。 生活实践证明,用镀锌钢管热轧生产的薄热轧带钢代替传统的冷轧、淬火、热轧带钢,可以大大降低产品成本。



镀锌钢管的应用小技巧 镀锌管,又称镀锌钢管,分为热浸镀锌和磷化处理,热浸镀锌热镀锌层厚,具有镀层均匀、附着力强、使用寿命长等优点。磷化时间处理技术低成本,表层文化并不是很光洁,其自身的耐蚀性定压比热镀锌管差许多。 焊接技巧:焊接时,尽量使锌层熔化和气化,蒸发和逃逸焊接,可大大减少锌液在焊接中的残留。 电焊焊接镀锌管的那时候常有什么小窍门 镀锌钢管电焊焊接特性剖析 镀锌钢管一般在高碳钢外镀一层锌,热浸镀锌层一般厚20um。锌的熔点约为419 ° C和908 ° C。在电焊进行焊接中,锌熔化成液體浮在溶池表层信息或在不同焊接根处部位。锌在铁中具有很强的固溶性,液态锌会沿晶界深度腐蚀焊接金属材料,低熔点锌会产生“液态金属材料的脆性裂纹”。 锌与铁可产生影响金属结构材料间延性化学研究物质,这种延性相使焊接金属进行材料具有塑性变形可以减少,在拉地应力功效下而造成裂痕。 如果角焊缝通过电焊焊接,则T型接头中角焊缝很容易产生穿透裂纹。镀锌钢管电焊进行焊接时,焊缝金属表层及边沿处的锌层,在电孤热功效下,造成环境空气通过氧化、熔融、挥发以致挥传出乳白色粉尘和蒸气,非常简单容易发展造成影响焊接出气孔。



镀锌管的切割方式 镀锌无缝管品种繁多,是无缝管的特色原材料,更重要的是镀锌无缝管保持大部分使用和充分利用。镀锌无缝管的重要原材料,其抗压强度比较大。一般比较难掌握切割方法和切割条件下的方法,才能顺利切割出镀锌无缝管。以免伤人。为了能够更好地切割系数更高的镀锌无缝管,以下操作程序。工业设备切割采用外装和内装两种方式。采用数控车床刀具生产制造的基本理念,对冒口进行折断和焊接。 单机跨度大,可生产厚度大、废料少、环境零污染。生产过程不会导致高温,不影响管道原材料,有利于焊接。水切割是基于高压泵和金钢砂共同作用生产管道。伤口干净整齐,生产跨度大,但效率高低,生产厚度受严重因素限制。根据氧气阀和C2H2阀的调节,通过改变co2和C2H2的混合占有率可以得到三种不同的火焰:阳性火焰、氧化火焰和碳化火焰。共价键切割和低温等离子切割以不同的方式协同工作。 气体可以切割CO2切割无法切割的各种金属复合材料,尤其是有色金属切割。预期效果更强;它的重要优势在于切割厚度在不太大的金属复合材料的情况下,低温等离子切割速度更快,尤其是切割碳钢金属片时,速度可以达到切割机的5~6倍。氧气切割方式,切割面光滑干净。 热变形小,热影响区少。

